


氣門鎖片壓裝機(jī)技術(shù)改造
編者按
伺服壓力機(jī)主要介紹了發(fā)動(dòng)機(jī)氣門鎖片現(xiàn)場(chǎng)壓裝原理和改善過(guò)程,,從壓裝原理的角度來(lái)考慮問(wèn)題,,運(yùn)用通用工具來(lái)分析和解決問(wèn)題,以及固化,、標(biāo)準(zhǔn)化的方法,,實(shí)現(xiàn)了全自動(dòng)化,、快速地壓裝,降低了工作難度,,提高了鎖片安裝的準(zhǔn)確性和氣門壓裝質(zhì)量,,并提高了整條流水線的生產(chǎn)效率。
1 序言
發(fā)動(dòng)機(jī)作為車輛的核心部件之一,,是汽車動(dòng)力的源頭,,其質(zhì)量對(duì)車輛的性能及安全起著關(guān)鍵性的作用。氣門是專門負(fù)責(zé)向發(fā)動(dòng)機(jī)內(nèi)輸入燃料并排出廢氣的零件,。本文介紹的氣門鎖片安裝在ISF 2.8L發(fā)動(dòng)機(jī)上,,此發(fā)動(dòng)機(jī)是康明斯與北汽福田針對(duì)小排量市場(chǎng)合作生產(chǎn)的直列四缸發(fā)動(dòng)機(jī),采用多氣門技術(shù),,每個(gè)氣缸布置4個(gè)氣門,,共16個(gè)氣門。這種多氣門結(jié)構(gòu)容易形成緊湊型燃燒室,,噴油器布置在中央,,這樣可以使油氣混合氣燃燒更迅速、更均勻,,各氣門的質(zhì)量和開(kāi)度適當(dāng)?shù)販p小,,使氣門開(kāi)啟或閉合的速度更快??傊?,發(fā)動(dòng)機(jī)氣門的質(zhì)量好壞直接關(guān)系著發(fā)動(dòng)機(jī)以及車輛的安全問(wèn)題。
本文針對(duì)ISF 2.8L發(fā)動(dòng)機(jī)鎖片裝配的典型故障,,重點(diǎn)介紹了因某些欠缺而造成的裝配質(zhì)量問(wèn)題及后續(xù)的改善措施[1],;通過(guò)FTA分析和模型結(jié)構(gòu)及動(dòng)作的分析得出結(jié)果,并制定了一系列的監(jiān)控與防范措施,,杜絕鎖片壓裝故障,。
2 鎖片壓裝機(jī)常見(jiàn)故障及故障分析
氣門是控制發(fā)動(dòng)機(jī)進(jìn)排氣系統(tǒng)的關(guān)鍵零件,位于發(fā)動(dòng)機(jī)噴油器的外圍,,控制發(fā)動(dòng)機(jī)的進(jìn)排氣與噴油器的動(dòng)作時(shí)間配比,。氣門靠鎖片夾緊在氣門導(dǎo)桿上(見(jiàn)圖1)[2],而鎖片較小,,在安裝過(guò)程中有很多不確定因素,要實(shí)現(xiàn)全自動(dòng)化裝配是十分困難的,。鎖片裝配的質(zhì)量直接關(guān)系到發(fā)動(dòng)機(jī)的性能甚至車輛的安全性,,所以鎖片的選擇和裝配質(zhì)量在發(fā)動(dòng)機(jī)制造過(guò)程中是極其重要的。鎖片壓裝機(jī)壓頭的具體結(jié)構(gòu)如圖2所示,,料座的具體結(jié)構(gòu)如圖3所示,。
1 氣門鎖片安裝示意
1—?dú)忾T座圈 2—?dú)忾T導(dǎo)桿 3—發(fā)動(dòng)機(jī)缸蓋?。础獓娪推骺住。怠?dú)忾T鎖片?。丁?dú)忾T彈簧上座?。贰?dú)忾T彈簧 8—?dú)忾T油封
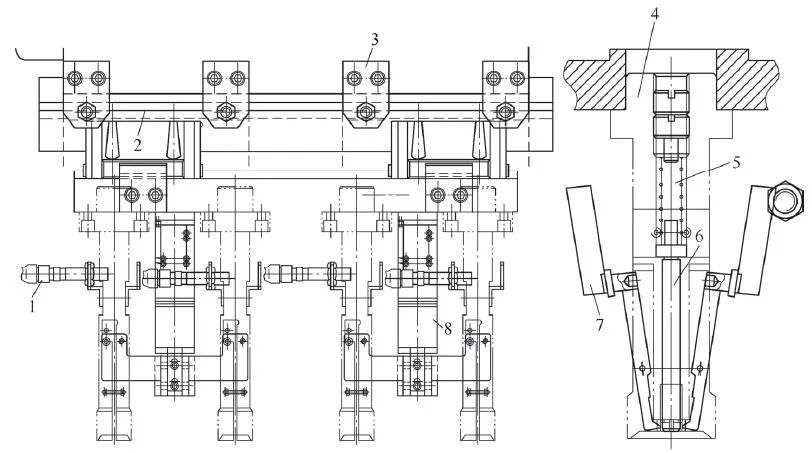
2 鎖片壓裝機(jī)壓頭結(jié)構(gòu)示意圖
1—夾緊傳感器 2—直線導(dǎo)軌 3—位置電缸 4—壓頭基體 5—壓頭彈簧 6—心軸 7—壓頭夾爪 8—夾爪釋放氣缸
3 鎖片壓裝機(jī)料座結(jié)構(gòu)示意
1—料座基體 2—調(diào)整螺釘 3—料座主體 4—料座心軸 5—料座彈簧
2.1 故障統(tǒng)計(jì)
現(xiàn)場(chǎng)進(jìn)行加工故障率(裝配欠缺)及故障狀態(tài)統(tǒng)計(jì),,共加工156件,,質(zhì)量故障:50件(壓裝缺陷),一次合格率:67.9%(見(jiàn)圖4),。
4 鎖片壓裝一次合格率
跟蹤統(tǒng)計(jì)存在的欠缺(鎖片壓裝質(zhì)量問(wèn)題)如圖5所示,。
5 鎖片壓裝故障分析
2.2 基于鎖片壓裝機(jī)現(xiàn)有故障的分析
1)鎖片壓裝突出,如圖6所示,,共36件鎖片突出,,占不合格件比例達(dá)72%。欠缺特征:個(gè)別鎖片有壓痕及變形,。直觀原因:卡爪夾緊點(diǎn)到彈簧上座距離過(guò)大,,當(dāng)壓頭上行時(shí),造成鎖片打開(kāi)趨勢(shì)過(guò)大,,導(dǎo)致鎖片在氣門環(huán)槽與彈簧上座小臺(tái)階之間頂死,。
a)鎖片壓裝突出
b)突出的鎖片變形
6 鎖片壓裝突出
2)鎖片壓裝不到位,如圖7所示,,共5件鎖片突出,,占不合格件比例為10%。欠缺特征:有輕微壓痕,。直觀原因:鎖片圓弧上部凸緣處有缺陷(外形不飽滿),,導(dǎo)致鎖片無(wú)法被鎖緊于氣門環(huán)槽中。
a)鎖片壓裝不到位
b)鎖片有缺陷
7 鎖片壓裝不到位
3)漏裝鎖片,,共4件僅壓裝1個(gè)鎖片,,如圖8所示,占不合格件比例為8%,。欠缺特征:有壓痕,。直觀原因:鎖片壓裝不到位,在下一工位(氣門拍打)鎖片被敲擊出鎖緊位置,;或壓頭取料時(shí),,鎖片沒(méi)能完全滑入壓頭中,導(dǎo)致壓裝時(shí)鎖片脫落,。
a)漏裝鎖片
b)漏裝的鎖片
8 僅壓裝1個(gè)鎖片
4)鎖片突出并變形,,如圖9所示,共1件,,占不合格件比例為2%,。欠缺特征:鎖片嚴(yán)重變形,。直觀原因:壓頭從料座取鎖片時(shí)壓傷鎖片或料座內(nèi)心軸與鎖片定位平臺(tái)間隙過(guò)大,導(dǎo)致取料時(shí)鎖片薄邊落入間隙中或壓頭內(nèi),,卡爪打開(kāi)不自由,,導(dǎo)致取料時(shí)擠傷鎖片。
a)鎖片突出并變形
b)受損的鎖片
9 鎖片突出并變形
5)多壓裝鎖片,,如圖10所示,,壓裝了3個(gè)鎖片,共1件,,占不合格件比例為2%,。欠缺特征:鎖片變形。
a)壓裝3個(gè)鎖片
b)鎖片變形
圖10 多壓裝鎖片
直觀原因:壓頭心軸與氣門導(dǎo)桿不對(duì)中,;壓裝氣缸向下行程過(guò)大,。
2.3 臨時(shí)改進(jìn)措施
1)對(duì)供應(yīng)商供貨質(zhì)量嚴(yán)加控制,對(duì)所有進(jìn)場(chǎng)鎖片100%檢測(cè),。
2)對(duì)進(jìn)場(chǎng)鎖片進(jìn)行消磁處理,。
3)對(duì)設(shè)備料座及壓頭等關(guān)鍵部件定期進(jìn)行消磁處理。
4)設(shè)置雙工位進(jìn)行檢測(cè)壓裝質(zhì)量,,并作檢驗(yàn)合格記號(hào),。
5)制作專用檢具,檢測(cè)壓裝質(zhì)量,。
設(shè)備經(jīng)維修調(diào)整后,,鎖片壓裝突出問(wèn)題得到改善。設(shè)備維修前后統(tǒng)計(jì)的故障率對(duì)比見(jiàn)表1和表2,。
表1 設(shè)備維修前鎖片壓裝故障率統(tǒng)計(jì) (%)
表2 設(shè)備維修后鎖片壓裝故障率統(tǒng)計(jì) (%)
3 氣門鎖片壓裝機(jī)的工作原理及鎖片壓裝失效分析
3.1 鎖片特殊性
此款發(fā)動(dòng)機(jī)為直列四缸,,16氣門控制,單次壓裝同側(cè)4個(gè)氣門,,分4次壓裝完畢,。ISF 2.8L發(fā)動(dòng)機(jī)的鎖片較小(見(jiàn)11),;鎖片體的厚度僅為1.6L汽油機(jī)鎖片的1/6,,高度僅為1.6L汽油機(jī)鎖片的4/5。
11 ISF 2.8L氣門鎖片與其他鎖片比較
3.2 鎖片壓裝機(jī)的工作原理
1)鎖片壓裝機(jī)動(dòng)作順序如圖12所示,。
12 鎖片壓裝機(jī)的動(dòng)作順序示意
2)壓裝動(dòng)作分解(見(jiàn)圖13),。壓頭取料完畢后,運(yùn)行至壓裝初始位置等待壓裝,;當(dāng)發(fā)動(dòng)機(jī)缸蓋及輔助動(dòng)作準(zhǔn)備完畢時(shí),,進(jìn)行鎖片壓裝至氣門鎖片夾緊點(diǎn);壓頭繼續(xù)下行至壓裝下行點(diǎn),;壓頭反向動(dòng)作,,上行至氣門鎖片夾緊點(diǎn);鎖片與料座分離,,同時(shí)彈簧上座將鎖片束縛在彈簧上座內(nèi),,壓裝完成,等待進(jìn)行下一個(gè)壓裝循環(huán),。
13 一次壓裝動(dòng)作分解示意
3.3 鎖片壓裝機(jī)失效分析
(1)使用故障樹(FTA)分析 對(duì)鎖片壓裝不合格進(jìn)行FTA分析,,如圖14所示[3]。
14 鎖片壓裝不合格FTA分析示意
(2)失效分析及相應(yīng)處理 對(duì)失效進(jìn)行分析并采取相應(yīng)措施,。
1)正確的鎖片壓裝尺寸如圖15所示,。在壓裝到位時(shí),壓頭夾爪的夾緊點(diǎn)距離鎖片頂部應(yīng)滿足:L<5-4.5+0.8=1.3(mm),。
15 正確的鎖片壓裝尺寸
2)鎖片突出,。原因分析:當(dāng)壓頭上升,卡爪即將脫離鎖片的瞬間,,鎖片會(huì)有打開(kāi)的趨勢(shì),,從而使鎖片頂死在氣門導(dǎo)管孔圓槽與彈簧上座之間(見(jiàn)圖16),導(dǎo)致彈簧上座無(wú)法向上繼續(xù)運(yùn)動(dòng)收緊鎖片,,從而發(fā)生鎖片突出現(xiàn)象,。采取的臨時(shí)措施是:調(diào)整壓裝深度,增加壓頭氣缸行程,,或增高氣門頂升高度,。
16 壓裝突出原因分析
3)鎖片與彈簧上座平齊。原因分析:壓頭壓裝深度不夠,,使鎖片沒(méi)有進(jìn)入氣門導(dǎo)桿孔圓槽(見(jiàn)圖17),,此時(shí)壓頭上升,導(dǎo)致彈簧上座無(wú)法完全上升到正常的高度,。
17 壓裝平齊原因分析
采取的臨時(shí)措施是:調(diào)整壓裝深度,,增加壓頭氣缸行程,或增高氣門頂升高度,。
造成上述鎖片壓裝質(zhì)量缺陷的主要設(shè)備故障有:鎖片壓裝與彈簧上座平齊,;鎖片壓裝突出(高于彈簧上座);鎖片壓裝料裝反(鎖片反裝),;鎖片未取上料,;鎖片未正確分料。
4 鎖片壓裝機(jī)的改造方案及預(yù)防措施
4.1 采取的相應(yīng)措施
(1)壓頭部分 更換壓頭材質(zhì),,避免壓頭變形和損傷,,增加設(shè)備剛性;修整壓頭端面,,從而縮短壓頭內(nèi)卡爪卡緊點(diǎn)到彈簧上座的距離,,盡可能使鎖片在上座內(nèi)打開(kāi),,從而減少鎖片突出現(xiàn)象發(fā)生。改善卡爪圓弧輪廓,,使壓頭取料時(shí),,鎖片滑入卡爪更順暢,避免取料過(guò)程中壓傷鎖片,;盡可能降低卡緊點(diǎn)位置,,使鎖片在彈簧上座中打開(kāi),從而減少鎖片突出現(xiàn)象發(fā)生,。更換壓頭內(nèi)心軸彈簧,,使心軸彈簧強(qiáng)度大于料座內(nèi)彈簧強(qiáng)度,提高取料成功率,。
(2)料座部分 更換料座材質(zhì),,避免料座變形和損傷,增加設(shè)備剛性,,修改料座開(kāi)口形狀,,更改為類花生仁形,使鎖片在料座中的姿態(tài)更穩(wěn)定,。減小料座內(nèi)心軸與鎖片支撐平臺(tái)之間的間隙,,避免取料過(guò)程中鎖片薄邊落入間隙中受到損傷。重新加工料座上激光對(duì)射開(kāi)關(guān)孔,,避免開(kāi)關(guān)誤報(bào)警造成頻繁停機(jī),。對(duì)各個(gè)料座接料時(shí)的伺服位置進(jìn)行精調(diào),減少落料不準(zhǔn)造成的停機(jī)現(xiàn)象,;對(duì)各個(gè)料座的高度進(jìn)行精調(diào),,保證所有料座處于同一水平上。
(3)其他部分 增加各個(gè)氣門頂桿高度調(diào)節(jié)功能,,使各氣門的壓裝深度可以單獨(dú)進(jìn)行調(diào)整,。更換料道末端擋隔料裝置,避免擋隔料氣缸不到位造成的停機(jī),;精調(diào)料道間隙(0.02mm以內(nèi)),,減少料道內(nèi)卡料造成的停機(jī);精調(diào)壓頭與氣門相對(duì)位置,,保證壓頭內(nèi)心軸與氣門導(dǎo)桿對(duì)中,。
4.2 改造方案
在現(xiàn)有壓裝方式的基礎(chǔ)上,采取以下改造方案進(jìn)一步完善設(shè)備,。
1)增加氣缸以實(shí)現(xiàn)壓頭內(nèi)卡爪自主打開(kāi)功能,。
2)降低卡爪卡緊點(diǎn)(距鎖片厚邊>2mm)。
3)增加料座吹氣扶正鎖片功能。
4)縮小料座與料道間隙,,間隙初步定為1mm,。
5)取消料座上圖18所示的激光檢測(cè)。
18 料座激光檢測(cè)鎖片狀態(tài)
6)按照鎖片理論偏轉(zhuǎn)極限值加大料座落口尺寸,。
7)恢復(fù)料道最末端矩形導(dǎo)軌的結(jié)構(gòu)和強(qiáng)度,。
8)分料器插銷結(jié)構(gòu)改為彈簧軟性接觸鎖片,改善前后對(duì)比如圖19所示,。
a)改善前(硬接觸)
b)改善后(彈簧軟接觸)
分料器插銷硬接觸鎖片
4.3 預(yù)防措施
在鎖片壓裝機(jī)上采取以下預(yù)防措施。
1)根據(jù)設(shè)備的頻發(fā)故障及設(shè)備失效模式與影響分析(FMEA),,制定設(shè)備點(diǎn)檢表和TPM表單,。
2)編制消磁作業(yè)指導(dǎo)書,定期對(duì)設(shè)備的關(guān)鍵部位進(jìn)行消磁處理,。
3)制作專用量檢具,,檢測(cè)鎖片壓裝質(zhì)量。
4.4 制訂設(shè)備FMEA
針對(duì)此臺(tái)設(shè)備改善制定設(shè)備FMEA,,見(jiàn)表3,。上述改造完成后,設(shè)備正常運(yùn)行,。經(jīng)現(xiàn)場(chǎng)統(tǒng)計(jì),,鎖片壓裝一次合格率達(dá)到98%以上,符合設(shè)備的要求,。改造前后鎖片壓裝故障統(tǒng)計(jì)對(duì)比如圖20和表4所示,。
表3 鎖片壓裝機(jī)FMEA
注:表中空白表示無(wú)需采取措施干預(yù)。
改造前后故障統(tǒng)計(jì)對(duì)比
表4 改造前后故障統(tǒng)計(jì)具體數(shù)據(jù)對(duì)比 (%)
5 結(jié)束語(yǔ)
在鎖片較小的現(xiàn)狀下,,設(shè)備通過(guò)改造,,滿足了生產(chǎn)的需要(生產(chǎn)節(jié)拍:75s,設(shè)備故障率<2%),,并且使此臺(tái)設(shè)備與同類發(fā)動(dòng)機(jī)廠的相關(guān)設(shè)備比較處于先進(jìn)的水準(zhǔn),。為ISF 2.8L發(fā)動(dòng)機(jī)生產(chǎn)線的產(chǎn)能提高奠定了基礎(chǔ);也為ISF 2.8L發(fā)動(dòng)機(jī)的裝配質(zhì)量提供了有利的保障,;利用通用的故障樹分析方法和制定設(shè)備FMEA來(lái)解決和預(yù)防設(shè)備故障,,使得問(wèn)題簡(jiǎn)單化,以便于問(wèn)題的進(jìn)一步解決,。
文章來(lái)源:伺服壓力機(jī)05i.com.cn
